



不定形耐火材料的施工,是显现材料性能和贯彻设计意图的关键环节,也是获得炉子长寿的重要基础。因此,必须精心准备,精心施工。
不定形耐火材料的施工,主要分为捣打、振动、喷涂、涂抹、投射和投掷等。最常用的是前三种施工方法。涂抹一般系手工操作,主要用于管式加热炉、烟道、烟囱,连铸中间包和多种窑炉衬体的表面涂层等;投射主要用于钢包,目前较少使用;投掷系人工操作,主要用于补炉。
耐火可塑料施工系用捣固机或风镐捣打的。耐火捣打料施工与之有相同之处,故也作简单介绍。
(一)施工准备
根据设计要求,对炉子钢结构、基准线和孔洞等部位,进行全面验收,合格后方可施工。施工部门应清理炉内及其附近的杂物,将空压机、施工机具和脚手架等,运至现场。空压机接通电源,试运转正常。表1为捣固机和风镐的型号及主要技术指标。它可直接用于捣打料施工,捣打可塑料时,锤头需加橡皮垫。施工工具还有修整刀、切缝刀、透气钎、钢丝刷,与锚固砖形状相同的压模和固定锚固砖用的木楔等。
耐火可塑料料坯应放置在阴凉的仓库内保存,施工前应检查其可塑性,符合要求方施工。简单判定法是,用手攥可塑料,容易捏成团而不散,即可使用。
炉墙不高时,其隔热层可一次砌成,否则应分段分层砌筑;炉顶隔热层的施工,可边捣打炉顶可塑料衬体边铺设隔热层,也可捣打完炉顶可塑料衬体,集中铺设隔热层或用隔热浇注料浇灌。总的原则是,铺设或浇灌炉顶隔热层时,绝对不允许将吊挂砖的金属连接件埋在其中即将该件裸露在空气中,以便散热,提高其寿命。
耐火可塑料施工时,炉墙无需支模板。遇有孔洞,需支胎模,某些局部也支模板;炉顶需全部支设模板;这些模板的支设,尺寸应准确,模板有强度和刚度,支设牢固,不得走形;脚手架一般是边捣打施工边支设,应牢固。
施工过程中,各工种之间要密切配合。环境温度低于10℃时,应做好防寒措施。施工开始后,需连续地不间断地进行。若必须中断时,需用塑料布覆盖在打结面上,防止脱水。如停工时间长,打结面干硬的话,应除去干硬层并用钢丝刷刷毛,然后方可接着施工。在施工过程中,按设计的膨胀缝位置,安放好填缝材料,其周围应精心捣打密实。
(二)捣打施工
捣打耐火可塑料炉墙时,首先将料坯紧密无间的平摆起来,只准摆一层料坯。工作面 侧应安放完整无损的料坯,其内侧允许安放掉角、破损的料坯或修整下来的碎料;其次用捣固机或风镐捣打,锤头沿炉墙长度方向行走,锤头面应叠压1/4左右。整个料坯面捣打2~3遍即可错缝铺置下一层料坯,然后继续捣打,依此类推;第三,当遇到锚固砖时,将炉墙可塑料捣打至锚固砖上表面,在安装砖的位置挖去部分料,放置压模,打进可塑料中,当达到安放锚固砖的尺寸时,将压模取出,安装锚固砖。这样能使锚固砖与耐火可塑料紧密咬合,防止窜火,同时也防止炉墙内倾或倒塌;第四,当遇有孔洞时,例如烧嘴部位,其施工要领见图2。当炉墙捣打面至烧嘴下表面约为100mm时,牢固地安装胎模,一层层的铺料坯,分层进行捣制。每层施工时,先捣打胎模周围料坯,再打水平铺的料坯,最后封口。
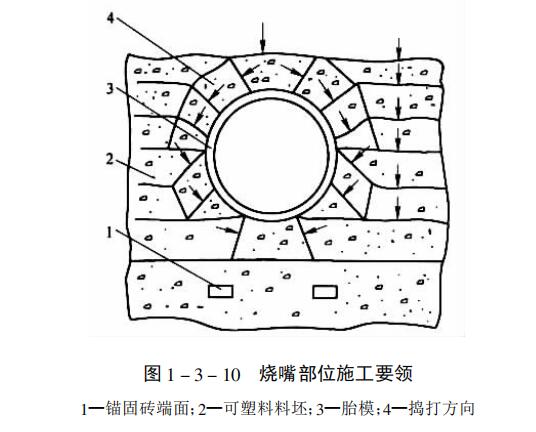
耐火可塑料捣打施工,一般采用捣固机,其冲击功和冲击频率略小些,因为它比耐火捣打料含水多些,所以也能捣打密实。应当指出,捣打施工的关键是,捣打方向必须与窑炉衬体的工作面平行,如图2所示。也就是说,直立炉墙必须垂直方向捣打,炉顶工作面呈水平状态,因此必须水平方向捣打。这样可减少衬体的分层现象,也可增加衬体的致密程度。
耐火可塑料炉顶捣打时,先支设模板约为600mm宽,系吊模。同时支设脚手架,堆放材料,操作人员站立。首先将耐火可塑料料坯立铺一层,然后捣打密实,依此类推;其次,遇有吊挂砖时,处理方法同炉墙锚固砖。当安装好吊挂砖后,在吊挂梁与吊挂砖之间,用木楔卡死,方可继续施工;最后,按设计厚度将炉顶衬体上表面多余的部分除去。就可再支设模板,循序渐进。当此段捣打完成后,先施工的那段模板,可拆下来再用。
(三)衬体工作面处理
耐火可塑料衬体工作面的处理,主要包括表面修整、扒毛、刺扎排气孔和切膨胀缝等。该工作最好与捣打施工工序同步进行,如表面变干,可用水喷雾湿润后再处理。
耐火可塑料炉墙捣打时,一般不支模板,因此衬体比设计尺寸厚些,必须用修整刀将多余部分切除,这就是表面修整。切除下来的可塑料,如未变干,可用于工作层的内侧。炉顶和孔洞等部位,拆模后表面较光滑,所以用钢丝刷扒毛,露出内部气孔,便于水分的排除。耐火可塑料衬体表面,采用透气针即φ4mm的钢钎,垂直于工作面扎排气孔,孔的深度为衬体厚度的1/3左右,孔的中心间距150~250mm 。该孔的另一个作用,能缓冲衬体的急剧膨胀,防止产生裂纹或剥落。 耐火可塑料炉墙的水平膨胀缝,是用切缝刀切制的。拔刀时,应缓慢进行,以防破坏衬体表面。
整个衬体工作面处理后,如不能及时烘炉,应采用塑料薄膜将其工作面盖严,以防脱水变硬,堵塞气孔,影响烘炉时的水分排除。


