



在工业窑炉和热工设备中,采用预制块筑炉,能实现机械化吊装,省人节力,缩短施工工期,提高炉子作业率。
我国有用预制块砌筑高炉、热风炉、加热炉、电炉顶、铁矿粉焙烧竖炉和球团焙烧炉等热工窑炉的历史,至今预制块在出钢槽、电炉顶和焙烧炉上仍广泛使用,并发挥较大的用。
最近几年,在中、小型窑炉的上,采用高铝质质耐火浇注料预制块筑衬,获得了良好效果。该预制块工厂化生产,进行低温处理后出厂。因此,筑衬速度 快,无需烘烤,即可使用,寿命较长,是今后的重要发展方向。
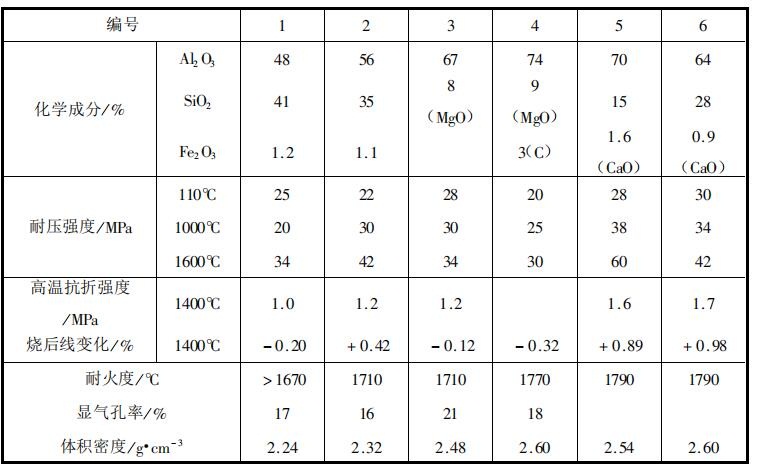
应当指出,凡是耐火浇注料和耐火可塑料等材料,均可作预制块。由于生产条件比现场施工好,因此性能也有所提高。现举例,见表1编号 1和编号2为CA-50水泥和磷酸黏土质浇注料预制块,其骨料为小于10mm的黏土熟料颗粒70%,小于0.09mm的高铝粉分别为15%和30%,CA-50水泥分别为15%和2.5%。前者掺加减水剂,水用量为10%。后者用浓度为42.5%的磷酸作结合剂,用量13%:编号3和编号4 . 为水玻璃铝镁质浇注料预制块,其骨料和粉料为一级矾土熟料,小于5mm的骨料用量60%,粉料分别为30%和26%,制砖镁砂粉10%,模数为2.8、密度为1.32g/cm³的水玻璃用量9%,后者加4%的鳞片石墨;编号5和编号6分别为低水泥和超低水泥高铝质浇注料预制块。预制块的形状,主要有方形、长条形、拱形和环形等,均为特异形制品。
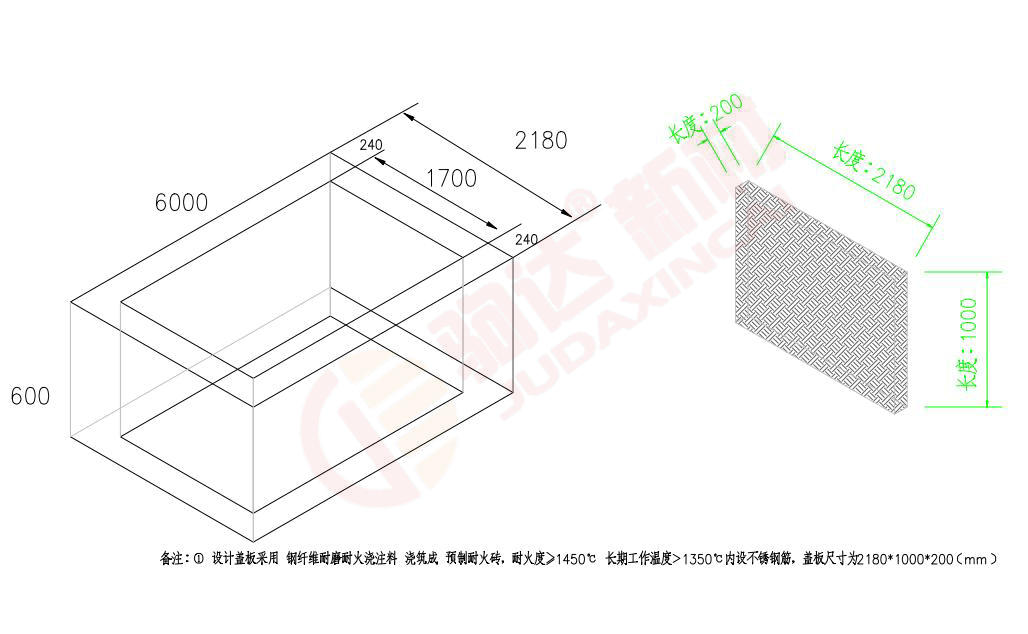
预制块的分块和尺寸,应根据炉子大小和衬体厚度而定,尽量减少型号,节约模板,便于管理和施工;吊装筑炉的预制块,单重以1~3t为宜。人工搬运和筑炉的预制块,单重应不大于30Kg;预制块的尺寸,长度和厚度方向分别以116mm和 68mm为模数,选取适当的数,减去砌缝尺寸即为预制块尺寸。炉顶预制块的宽度依炉长而定,不得小于300mm。炉墙预制块的高度应不小于400两块预制块的缝宽 3~8mm。


