



�����ν�ע��������������Һ���ͻ���ϣ����Ϻ���Ӽ���һ���������Ƴ��Ͳ�������濾��Ϊ�����������ܵ����Ͳ��ϡ�
��̨������300��3��¯�����ȷ�¯�ȷ���ڹ����ȷ�ܵ������ڣ��ȷ�¯¯��������ȴȱ����״���ӣ����������͵IJ�λ�����ý�ע�Ͻ�ע�����ϲ�λԭ�����ͻ�ש���������üӹ�����ש����ש�ӹ��ɼ���������С��ͬʱש�����ӹ����ڲ��ṹ�ܵ����ˣ�������������Բ�ṹǿ�Ƚ��͡�ij������300��3��¯�ȷ�¯Ͷ��4�꣬���ȷ�¯����ʱ�����ȷ�¯�ȷ���ڹ�������ڲ�λ�������б���������������ʱ��Ϊ��ע�Ͻ�ע��Ȼ������̨������Ͷ��4�����ң��ȷ���ڹ�������ڵȴ���ע��������ȱ�������쳣����
ʯ��ׯ������118��2��ú����¯������ש���ý�ע��Ԥ�ƿ飬��������ש����ṹ���ӣ�������Ҫ����450���ȴ���������ͻ���ϳ��������ӹ��������ڴ�����£�������ұ�����о�Ժ��ͬ�о�ʵ�飬���Ƴ��������ս�ע�����졣����¯��1989��11��Ͷ�������Ѿ�4��֮�࣬���ͣ¯����ʱ�۲죬����ש�ڱڼ�Ӳ�⻬���ް�������쳣����
ʯ��ׯ������150��3��¯���ޣ�Ϊ�����̹��ڣ��ֲ���ҵ������һ������¯����¯���������ͷ����ʩ����ͷ�����������ﵽȫ�����㣬������뾭��ϸ�ӹ�������խС����ʮ�����ѡ��ر��Ǻ�������ש���ҷ��ڻҽ���������Ӱ������������Ϊ�˱�֤������ʩ�����ڣ���ʩ����ͷ�Dz�ש�ý�ע�ϸ�Ӳ�Ե�������ʹ��8����ڲ���ʱ���ֽ�ע�������ˣ���שճ���ι̡�
������������ע�Ϲ㷺Ӧ�õ����ֹ�ҵ¯Ҥ�ϣ��Ѿ�ȡ�����õ�Ч��������ע�ϸ��¹������ܱ������㹤ҵ¯Ҥ��������Ҫ���⣬����ǿ��Ҫ�ߣ�����Ҫ���Ⱥ濾�ﵽʩ����Ҫǿ�ȣ��ر���Ԥ��Ʒ����Ҫ�г���ǿ�ȸߵĽ�ע�ϡ���ʩ���������õ�ʩ�����ܣ�Ҳ���dz����κ��ס������Ժã�������ʱ�䣬��֤��ע����ʵ���������̿����ǿ�ȸߣ������²�ʩ��ǿ�ȵ���Ҫ����ˣ��Խ�ע��ԭ���ϡ���Ӽ�����ϱȡ�ʩ�����պͷ�������ұ�����о���Ժ��ͬ���������о���ʹ������������ʩ����Ҫ��ѡ����ѽ�ע����ϱȡ�
�����ν�ע��ʩ������
���ϼ���Ҫ��
������ϸ���ϣ����ø������ϻ�ϸ���ש�ӹ����ɡ��ֹ��Ͽ���Ҫ��5~10���ף�ϸ���Ͽ���Ҫ��0.15~5���ף����ҿ�������������ã���ע�ϲ����нϺõ���ʵ�ͺ������ܡ�Al2O3����75%���ϣ�����ѹǿ�Ⱥͺ������������Ź���Al2O3��������߶�����Ӱ�첻���������ͻ�Ȳ�����1770�档��ˮ�ʲ�����5%����ˮ���Ǻ������Ϻͷ����ճ���������Ҳ��ֱ��Ӱ��ʩ�������ͽ�ע�ϸ������ܣ������ϸ���ơ�
����ϸ�ۣ����������ϼӹ����ɣ�����Ҫ��С��0.088����Ӧ������85%��ϸ��ϸ�ȶԽ�ע��������ֱ��Ӱ�죬��ѹǿ�����ŷ��ϱ���������Ӷ������ǣ��ֶ���Ʒ�������ȶ����в���Ӱ�죻ϸ��Խϸ�������Խ����ҲԽ�ã�Խ�����뽺���������Ӧ���������˹��ࡣ��������һ����ø���ˮ�ࣨ����ˮ�ࣩ���Ų�����425#���ͻ�Ȳ�����1400�棬�����ϱ�Ҫ���ø���ˮ���䷴Ӧ�ٶ����ˣ������㽽עʱ�����ܱ�֤����ǿ�ȡ�
��������ù�ҵ���ᣬ����ɫ���ľ��壬�����ܽ���ˮ�������ẬH3PO4��85%���ң�ƽ��Ϊ�˷���ʩ����ͨ������ϡ�ͺ�Ũ��Ϊ42.5%���������ƽ�ע�ϡ�
��Ӽ���������������Ӽ���һ����м�ˮ�����ݡ���ǿ���ã���֤��ʱ�䣬������ǿ�����߿죬���ڴﵽʩ��ǿ�ȣ���֤��ע�ϵ�ʩ���������¹������ܡ�
ˮ���ýྻ����ˮ��
��ע����ͱȡ�
��ע����ϱ��Ƿ���ȷֱ��Ӱ��ʩ�����ܡ�ʩ�������������ܡ���ϸ���Ϻ�ϸ�����Ҫ������ʹ��������Ǽ����ã���������ʱ��ע�Ϻ����Խϲǿ����Щ���ͣ�������������������ߣ�ϸ�۱������㹻�������ܰ���ס�������棬���뽺���������Ӧ�γ��ι̵Ľ�ϣ�ʹ��ע���кõ����ܣ������ֻ��Ũ�Ⱥ��������������ܱ�֤������Ӧ��˳�����У����ҶԳ�����ѹǿ�Ⱥ���������һ��Ӱ�죬������Ũ�Ⱥ��������������Ũ�Ⱥ����������Ӷ��������ܽ��͡������������������ۡ�ʵ����ԭ���ϵ�����ѡ�������ϱȣ�Ϊ�˽�Լ����ѣ���������ʩ�����������ע�Ϲ�������
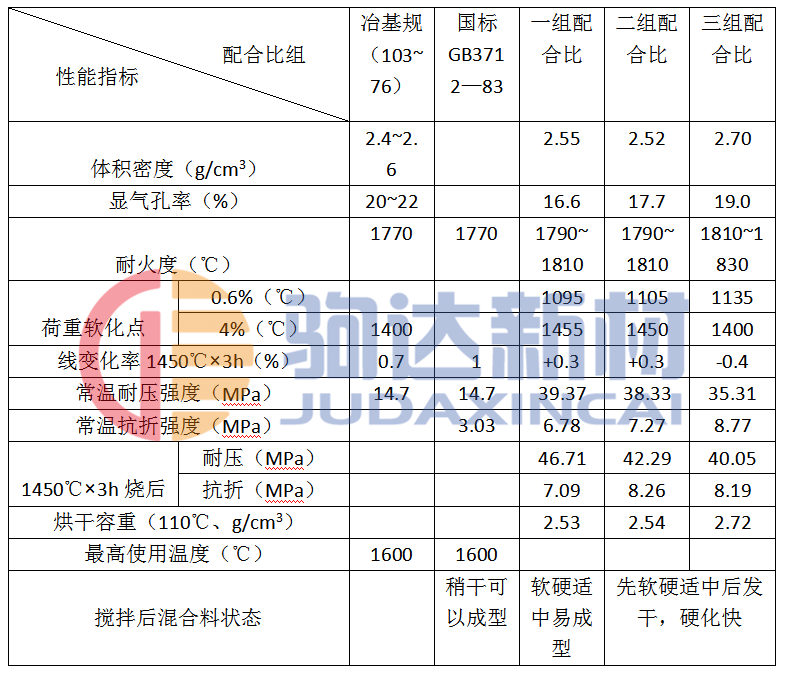
ѡ�ò�ͬ���ҡ���ͬ��ϱȽ�ע��ί��ұ�����о���Ժ�������顣����������1���ӱ�1�п������齽ע�Ϲ������ܾ����ڱ���ʩ�����ܺã��ر��dz���ǿ�ȸߡ�����ԭ���ϼ۸���Ȫ����ԭ���Ϻ�ú�������۸��ѡ�õڶ���Ϊʩ����ϱȡ�
��1 �����ν�ע����������ָ���
ʩ������
���蹤��
���ϡ������������ϱ���������ϳ�����
ʩ������
��װ���ա����������֧ģ��ê�̼����ӡ���ˮʪ�����ע���������Կ���������Կ��������ģ��������Ȼ������濾��
ʩ����������
��ע����ϱȱ����ϸ���ƣ����ϳ����������Ϊ3%�����ϡ���Ӽ��������������������Ϊ1%���ر��Ͻ�Ϊ�˱���ʩ������������ӽ������ˮ��Ӱ�콽ע�ϸ��¹������ܼ��ӳ�����ʱ���ͳ���ǿ�ȡ�
��ע�������˲���ǿ��ʽ�������������ʽ�������������ע��Ҳ�������˹����裬�����������ȡ�
���ݹ�����̫С���ú�ש�����ϳأ�����Ĩˮ��ɰ�������ﵽǿ�Ⱥ����ʹ�á�ͬʱ����ϡ����������������涨������Ũ�������쵹��ˮ�н��裬�Ͻ�ˮ�����ڵ����������µ�ʱ���ɲ�����ˮ��40�����ң�ϡ�͡�Ӧ��ֹ������������ڣ�ʹ��ʱ������ϳ�ʱ��Ҫ���½��������������أ��Ƿ�ﵽ�涨Ũ����Һ�ı��ء�
����ϱȸ��Ͻ�����ȷ���������н��衢���ϡ�����3�����ա�
���ϡ����ϸɻ���ȣ�Լ1���ӣ�������ϱ�����ϡ��������Һ����3/5,ʪ����ȣ�2��3���ӣ��͵����ϳؽ��б��ϣ���������Ĥ���ǣ�����պã���ֹ�����������ͬʱ������ˮ�Ӵ�������һ����15�����ϣ���ֹ����16Сʱ���ϣ���������¶���5�����ң�����ʱ��24Сʱ���ӳ�ʱ�䣬�����ڳ���Χ���¡�����ʹ���������Ϻͷ����еĽ�����ַ�Ӧ���ų���������ֹ���ͺ���Ʒ��������¹ʡ�
�����õ��ϳ�����������������Ӽ��������Ȼ���ټ�����ϱ�����������Һ����ʣ�ಿ�֣�����2/5������������ȣ�Լ1��2���ӣ����ɹ�����ʹ�á�
���Ϻͷ��Ϻ�ˮ�ʴ�ʱ����Ҫ���к�ˮ�ʲ��ԣ�Ȼ��������Ũ�Ⱥ�������Һ�������ڻ��ʱ��������Һ��������18%�����׳���ʱ��Ӧ���������Ϻͷ����ս��������Ƿ������ʡ��Ͻ��Ѳ��ϸ��������ڹ����ϡ�
����õĻ����ȡ������۲죬��ѽ�����������鷽��������õĻ�������ֽ��ճ��ţ�����ָ��������Һ������������ָ���飬����״̬Ϊ��ѽ����������
��ע������ģ����ò��ø�ģ�壬ˢ��ģ����Ҳ����ľģ������������һ������Ĥ�������ע�������ʣ����²���ˢ��ˮͿ�ϻ���ճ���մһ������Ĥ����ֹ���ʣ����²�����ˮӰ�콽ע����������
��ע����һ����ò���ʽ�����������ݽ�ע�Ϻ�ȡ�������ѡ�������������ʱ����Ҫ��塢�Ღ�����ƶ���ͬʱע��۲��ֹ����ɿն�����ʱ�䲻��̫��������ע�ϱ��淵�����ٳ��伴�ɣ���ֹ��ע������ڲ��ֲ㣬Ӱ�칤�����ܡ�
��ע��Ӧ����ʩ����ÿ�����ϲ��˳���300���ף�ÿ�㽽ע���ʱ�䲻�ó���45���ӣ���ʱ����������ԭ��ע��50�������ң�һ��һ��ѭ����ע�����ڲ����֮��ճ���ι̡�
�����ԭ��������ʩ��������ʩ���죬������������ͷ��⣬����ʩ�����������棬���ڽ�ע�ϻ���10���ס���20��������ʮ�ֹ������100�������ң������Ҫ������ע��������ԭ��ע��ǿ�ȴﵽ70%��ǿ�ȣ��ſɽ����ϲ㽽ע���ڽ�עǰ�����һ�㣨5~10���ף�����Ũ�ཬ��ʹʩ���촦��ʵ����ʩ������ʱҪ���棬�Ͻ���ԭ��ע�ϡ�
��ע���ڰ���ƻ�淶�������ͷ죬һ��¯ǽ�ս����²����������ͣ���ע��ÿ��1~1.5����һ����6�������ҵ����ͷ죬ʩ��ʱ���ͷ�������ڽ�ע��ͬ�����ȡ�PVC�����Ͱ档�������ͷ�ǹ�����������ש�����ש����ճ��ש������ճ��ש��
��ע���ڽ�עʱ��Ϊ�˱�֤������ÿ��Ӧ����7.07��7.07��7.07�����ף��Կ�3�飬����һ����Ϊ��ģ���ݣ�������Կ���и����������顣
��ע��������Ȼ�������¶���20������Ϊ�ˣ�����ʱ��3�죬�ڴ��ڼ䲻�ý�ˮ���ر��Ǹճ��ͺ�Ľ�ע���Ͻ���ˮ�Ӵ�������ˮ�����ͽ����Ũ�ȣ���ɲ����̻�ǿ�Ƚ��͡�
��ע������3������Կ�ǿ�����飬ǿ�ȴﵽ������ģ�����Խ�ע����Ʒ�������������飬��Ӧ�з������棬


