|
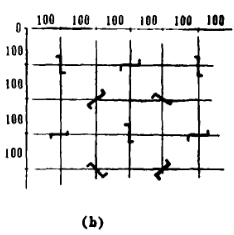
��ע���ڻ�תҤʩ���ķ�����Ҫ�ǿ���ע����Ͳ���ճ������Ҫ����í�̼���ץ��������ʵ�ֵģ���ע���ϵij�����תʹ����í�̼�����ʽ�����ֽ�����ء� í�̼������Ȳ������������ֽ�ֱ��6〜12���ף��ɸ��ݽ�ע���ѡȡ����ע���100���ף�ѡ��6〜8���ĸֽ��ע���200��������ѡ��10〜12����ֱ���ĸֽí�̼��ĸ߶�Ϊ��ע����ȵ�70〜80%����ע�����ʱѡ���ޣ�í�̼�����������ֳ�30〜40���ף�Ҫ������б30~45�棬í�̼���ʽ�����ü�ͼ1������תҤʩ����ע�ϣ�í�̼�����������ֲ�Ҫˮƽ����һ�Ƿ�ֹ���Dz���ֽ��������ɷֲ����䣬 �ڶ�������í�̼���¶ʱ����ֹ��������í�̼��������������䡣í�̼��IJ��ְ�ͼ1��b�����У�í�̼��ײ�����㺸���Բ�����������ɸ���ʵ�ʿհ��в�����
ͼ1 í�̼���ʽ������
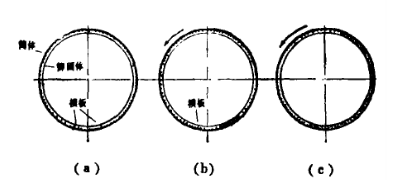
2.��ע����ʩ������ ����ǰ�����ʩ��Ͳ���ϵĻ��Ҝ[���ɾ�������ˮ��ʪ����ע��ÿ�ΰ�����150ǧ�����ң�����������8〜10%��ˮ��Ѹ�ٽ�������������֧��ģ�嵵��һ�ң�������ʼ����������������ֱ��һ����ע��ϡ�ÿһ���Ŀ��ȸ���Ҥֱ��������Ҥֱ��3.6�ף�һ������800�������ң�����7〜8�ס�����̫Сʩ���ٶȽ�����תҤ������������̫����ע�¶����Ա�֤����ʱƽ�������������м�����������������ע������ȣ���������м�����ౡ��������ʱ��ע�ϱ��������ƽ����ʵ�����ˮ�ʵ����ŲȲ�Ӧ�����ݣ��������ϼ�ˮ���ࡣģ��֧��λ�ü���ʽ��ͼ2��a����ģ��������í�̼���ס�ý�������í�̼���϶�в��룬�������ģ���í�̼��õ���ģ��ĸ߶�����ע���Ϊ���䳤�����ֶ����Ϊ��ʩ���ܱ����Բ�֧ģ�塣
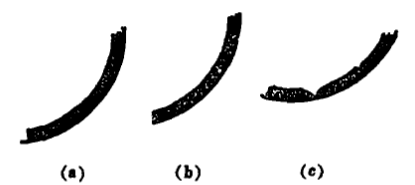
ͼ2 ��ע������ʱ�䲻С��45���ӣ��Ӱ��ϵ���ע���һ�������������̣���ע��תҤ���ڶ���λ�ã���ͼ2��b���������ģ����һ����ע���100���ף�תҤ������û�п��ѡ����䣬�����ע����ʩ��Ҫ��ܺ����ڳ��ϱ����ģ�壬ʹ����ס����Ҥ�ڽ�ע������Ͳ��Բ�ܽ�עһ������6Сʱ��ʹ��ע���Ͻ�һ������Ӳ������ͼ2��c����������һ��ʩ���� 3.ʩ����ע��ļ������� �� ��ʩ����������ʱ��ȽϽ��գ�Ҫ����һ֧�Ƚ�������ʩ��������15������һ�����Ͽ�ʼҪһ�ν�һ����ע�꣬��˵��ϡ����������ϡ��ֹ�Ҫ��ȷ������Ҫ��ʵ��������Ա��������Ҫ�ǿ��Ƽ�ˮ���ͼ������ʵ����� �� ģ��֧��Ҫ��Ͳ�崹ֱ��������ƽ�У���ע��һ��λ��Ҫ��Ͳ��ײ����룬��һ��תҤʱ��Ҫ��������ͼ3��a������c�������������Ӱ�콽ע���ϵ�����ǿ�ȡ���ͼ3��b���нӷ��ܻ������ǿ�����Ч����
ͼ3
�� ��õ���Ҫһ���Ե��̳��ͣ�����Ҫ�����������Ը���ģ��ʱ��ʼ��������ֽ�ע�ֲ㣬ʹ����ǿ���½��� �� ��Ҥ��Ͳ�彽ע��û��Ԥ�����ͷ죬������עÿ���ӷ첻���ܽ��ܽ�����һ�𣬺���������һȦʮ�����ӷ��϶��������Ҥ��900�����¶���Ҫ�� �� �������Ҥ��������ע����ע��Ϻ���������1�졣��Ҥʱ�������ٶȱ�ƽ���������ǰ�����ľ����Ҥ8Сʱ��
|
0371-60288311 185-3711-3611